Building Post Office Vans | |||||||
|
An article taken from the "Post Office Magazine November 1936"
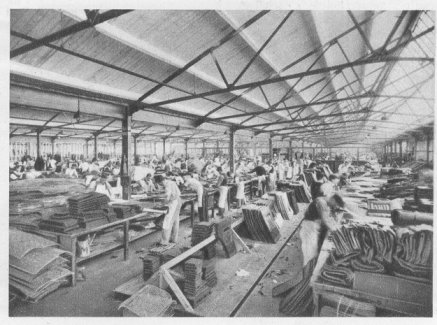
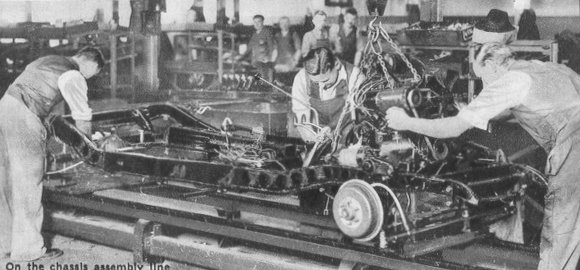
THERE stands at Cowley, on the borders of the University City of Oxford, a car assembly plant which is more popular with sightseers than many famous museums and places of historic interest. During the last twelve months over 100,000 people have visited Cowley. They have travelled from every part of the United Kingdom, even chartering night trains from distant points to allow themselves time to see every process in the assembly of certain very popular cars and vans. Cowley, of course, means Morris Motors, Ltd. I went there to make a few enquiries about the postal arrangements of this far-famed factory which produces ten thousand cars every month. I had an idea that thirty minutes' questioning would give me the facts I wanted: nearly nine hours passed before I came away, for here was a story to pick up more fascinating than any description of handling mail in bulk - the story of the making of Post Office vans. But let us step into the Post Office first before crossing the yard and entering the works. The varied activities of buying, selling, accounting and incidental work in connection with Europe's largest car assembly plant calls for specialised postal facilities. Cowley is unique in many respects, and I was not surprised to find its postal arrangements unique too. It is one of the few commercial undertakings in the country which has a branch post office engaged almost solely on its own work. This is known as the Cowley Works Branch Office. The incoming mail arrives at 5.30 a.m. and consists of some 3,000 letters. The second mail arrives at 6 a.m. and, with other deliveries during the day, brings the daily average up to about 5,000 letters. As they are delivered the envelopes are slit open and await the arrival of the sorting staff at 8 a.m. who stamp each letter with its registered number. At 8.50 a.m. a boy from each department collects the letters so that each executive has his post regularly at 9 a.m. The outgoing mail varies in quantity, for sometimes there is a circular to some 2,000 distributors and dealers. The average stamp bill for letters alone, however, is £1,000 a month. While I was in the postal department I could hear the dull rumble of machinery, and I did not require more than one invitation to come and watch the many processes through which our own vans have to pass before they are ready for the road. Post Office vehicles fall naturally into, two colour categories - the red and the green. Red (postal) vans identify themselves with the Royal Mail ; the less familiar, but no less important, green vans are employed for Telegraph and Telephone construction and maintenance, and allied work. There are now about 6,750 of the reds, and 6,000 of the greens in service, and jointly they run 130 million of miles a year. There are also 12 ton leviathans for carrying bulk loads of stores. The increase of vehicles and replacement of old ones will require the purchase of about 3,000 vehicles during the current year. Big Business The Post Office is the largest single buyer of commercial vehicles in this country. In thinking of that miracle of the machine age, the motor vehicle, the imagination conjures up immense factories filled with complicated and costly automatic machines, turning out astronomical numbers of vehicles all alike as two peas. Related to the commercial vehicle, this is less than a half truth. It is mainly correct in regard to the production of chassis, but is far from the mark in regard to the body. The business of commercial transportation is so multifarious that bodies for its vehicles defy standardisation. In the commercial bodybuilding trade, the designer and craftsman still hold the field. Here at least, is an industry in which the workman is not deteriorating into a robot. In its variety and flexibility the business of transportation in the Post Office is typical of commercial conditions. It needs vehicles of many varieties, serving many purposes. The production of the red vans is the simpler part of this problem, for although they differ in size - from 35 cu. ft. capacity up to 340 cu. ft. capacity - their general characteristics are much the same, since their functions are very similar. Nevertheless, they all have to be "coach-built", i.e., handmade bodies which consist mainly of a wooden framework, cunningly assembled in 'jigs' by hand, panelled with aluminium sheet, and roofed with 3-ply wood - very light and durable. The Engineering (green) vehicles are really a tough job, both as to design and to production. Their functions are various and specialised. There are vehicles for stores carrying, a variety of travelling workshop, vans for line testing and line inspection, radio interference vans, cable drum carriers, rock drills, vehicles for tree-felling, mole draining, for towing mobile winches, mobile water pumps, and sq on. Simplification of design and standardisation of types are cardinal principles, but notwithstanding this there are still 30 varieties of special bodies and of trailers at present in use, and fresh fields for such standardised equipment are constantly opening out. The bodies for such special needs naturally have to be specially designed, and they are largely hand-made. In the production of the commercial motor body, the small firm and the craftsman still retain their own preserve, but it is quite another matter when we come to discuss the chassis. Behind the production of a modern motor chassis stands the machine age in all its power. The Post Office has for many years been a large user of the Morris chassis, made by Morris Motors, Ltd., of Cowley, and Morris Commercial Cars, Ltd., of Birmingham; also it uses Albions for heavy work. From Cowley comes the smallest of the chassis used by the Post Office - the Morris Minor; The Post Office has taken from Cowley about 3,000 of their smallest chassis, the Morris 'Minor.' This is but a drop in the ocean of their last year's total output of vehicles of all types, which reached the astonishing total of 108,000. Cowley is primarily an assembly plant fed by a series of specialist factories controlled from Cowley. At Coventry the basic work of car manufacture is carried out in the only fully mechanised foundry in the country while, a mile or two away, the engine and gearbox units are produced in Britain's largest engine factory. At Coventry, too, there is a large bodybuilding plant, while radiators are built in another factory in North Oxford. That is the system under which components are produced - each in a specialised factory having its own design staff concentrating on one particular set of components. Complete components are delivered to Cowley by road and by rail and passed into stores placed at strategic points along the assembly lines. In the main chassis-erecting shop there are five distinct assembly lines, each producing a particular model. The building of a Post Office chassis begins at the far end of this shop when a bare chassis frame is placed on the mechanical conveyor which is the assembly line. Shackles and road springs are fitted while it commences its seven hour journey through the shops. Passing slowly along the line, the engine, lowered from an overhead platform, is dropped into the chassis and fitted; axles and propellor shaft come next from an overhead conveyor; steering column and gear, brake mechanism, dashboard and other components are fitted, the smaller parts being delivered to the line by high speed overhead travelling cranes which run the entire length of the shop.
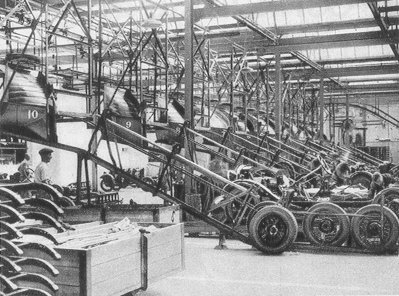
A most ingenious device is in operation at the end of the chassis line, The tyres being delivered at an adjacent point are fitted to the wheels by deft workmen, and, after inflation, are fed on to the wheel conveyor seen in the illustration to the right. This conveyor is almost human in action, as it distinguishes different sized wheels and delivers them automatically to their correct assembly line to meet the finished chassis. Meantime, the wings and other parts already fitted to the chassis, which need a hard black finish, have passed through the enamelling plant. At the outset, they are loaded on to a chain conveyor which passes them through a hot degreasing bath, a hot washing spray, a drying oven, enamelling baths and finally through the high temperature oven which bakes the enamel rock hard. The wheels are dealt with in a similar manner by a smaller oven, and wings and wheels are then fed by chain conveyors passing over the assembly lines to their destinations.
After close inspection and road test the finished chassis is driven to a special bay to await a second examination by a Post Office inspector and is finally collected by a Post Office driver and delivered to one of the several firms who contract for the supply of the special Post Office bodies. The great bulk of this huge output of chassis will, however, finally emerge from the Cowley works as complete passenger cars and box vans, having standard types of body. Each of these types is made by the thousand, identical in every respect - the machine age again asserts itself. The bodies are built at Coventry and are the product of a costly and intricate plant in which machine processes are exploited to the utmost - in direct contrast to the coach-built body. The result, nevertheless, reaches almost as near perfection as the most expensive hand-made body money can buy. These bodies are conveyed in huge lorries to Cowley and delivered ready trimmed to an overhead store just above the transveyor which carries the completed chassis. The bodies are lowered on to their chassis through an aperture in the floor. As the chassis travels through the mounting shop on a chain conveyor, assembly continues. The body is bolted to the chassis, seat boards and floor boards, gearbox and pedal dust excluders fitted, while the facia board and such items as windscreen wipers, seat runners, front number - plates and sun visors are dealt with. The bonnet is then fitted, together with bonnet fasteners, seats, scuttle trimming and carpets. Finally, on reaching the end of the line, the car undergoes a close scrutiny before it is passed to the testing department. Every vehicle is then taken on the road by expert testers who subject it to critical tests and report any imperfections. Such imperfections are rectified by a special department before the vehicle is passed as satisfactory. No brief description of this nature can do the Morris assembly plant full justice. The perfect flow of work in logical production sequence, the marvels of a variety of mechanical aids, the delivery of components at the psychological moment, are features which have to be seen to be fully appreciated. And although each of these features is in itself remarkable, the visitor to Cowley cannot fail to marvel at the planning and thought behind the organisation to ensure rapid and uninterrupted production and, above all, the perfect product. As I was leaving the wonder factory I was given this message - if any readers of the POST OFFICE MAGAZINE should be in the neighbourhood of Cowley and would like to see something of the making of our vans, just call and introduce yourselves: you will be made welcome. |
|||||||
Last revised: November 06, 2022FM3 |
 The chassis now passes into a spraying booth where it receives a coat of preserving paint. It is then dried in an oven maintained at a constant temperature of 200 deg. Fahrenheit and, on emerging into the light of day again,
The chassis now passes into a spraying booth where it receives a coat of preserving paint. It is then dried in an oven maintained at a constant temperature of 200 deg. Fahrenheit and, on emerging into the light of day again,